模具零件工艺加工控制
每一套模具都是由许多零件构成,其中一部分是工艺零件,另一部分是结构零件。工艺零件直接对成型产品质量造成影响,工艺零件的最终品质在当下的模具加工企业里均用精加工手段来最后完成,如何控制精密加工过程关系到模具寿命和成型产品能否交付。 在模具制造企业中,精加工阶段除采用慢走丝线切割、割一多修的工艺手段外,另采用的方法即是在半精加工后,热处理基础上磨削加工,在这个阶段要控制好零件的变形、内应力、形状公差及尺寸精度等许多技术参数。在具体的生产实践中,操作困难较多,但仍有许多行之有效的经验方法值得借鉴。
模具精加工的过程控制
模具零件的加工,总的指导思想是针对不同的模具零件、不同的材质、不同的形状和不同的技术要求进行适应性加工,选择性方案很多。但是,通过对加工过程的控制,达到最好的加工效果和经济性是我们关注的重点。根据模具零件的外观形状,零件主要可分为三类:轴类、盘类、板类与成型异类零件。这三类零件的工艺过程一般为:粗加工-半精加工-(淬火、调质)-精密磨削-电加工-钳工修整-组装加工。
1、模具零件热处理
模具零件要获得所要求的热处理硬度,必要对零件热处理内应力进行控制,使零件加工时和加工后尺寸公差、形位公差能够稳定,针对不同材质的零件作用,有不同的热处理方式。其工艺要考虑的是经济性、材料淬透性、淬硬性、过热敏性以及脱碳敏感性。随着近年来模具工业的发展,使用的材料种类很多,除了CrWMn、Cr12、40Cr、GCr15、Cr12MoV、9Mn2V硬质合金外,对一些工作强度大,受力苛刻的凹模、凸模,可选用新材料粉末合金钢,如S2、S3、V10、APS23S1、G2、G3、G4、G8等等。此类材料具有较高的热稳定性和良好的组织状态。 淬火后一般工件都存留内应力,容易导致后续精加工或工作中开裂,零件淬火后应趁热回火,消除淬火应力。形状复杂、内外转角较多的工件,回火有时还不足以消除淬火应力,精加工前还需进行去应力退火或多次时效处理,充分释放应力。根据不同的要求采取不同的方法。以Cr12为材质的零件为例,在粗加工后进行淬火处理,淬火时仅仅冷却方式就有:空气冷却(将加热后的工件置于空气中冷却,此法操作简便、工件变形小,但硬度偏低,表面易氧化。适合于尺寸小、精度高、厚薄不均的工件)、油冷却(将工件加热后置于油中,冷却到300℃~200℃,取出在空气中冷却。此法操作简便,工件硬度较高,但变形较大,易产生工件变形,适用于尺寸较大,形状简单的工件)、平板夹紧在空气中冷却(将加热后的工件置于两块铁板或铜板之间压紧,在空气中冷却。此法操作较繁,但工件变形小,只适合于某种特殊形状的工件)、分级淬火(将工件加热后置高于Ms点温度的硝盐中,停留一定时间,待工件的内外温度基本一致后,取出在空气中冷却。此法既能保证工件的硬度,又能减少工件的变形,广泛用于形状复杂变形要求小的工件)。如对V10、APS23等粉末合金钢零件,因其能承受高温回火,淬火时可采用二次硬化工艺,1040℃~1080℃淬火,再用490℃~520℃高温回火并进行多次,可以获得较高的冲击韧性及稳定性,对以崩刃为主要失效形式的模具很适用。

2、模具零件磨削加工
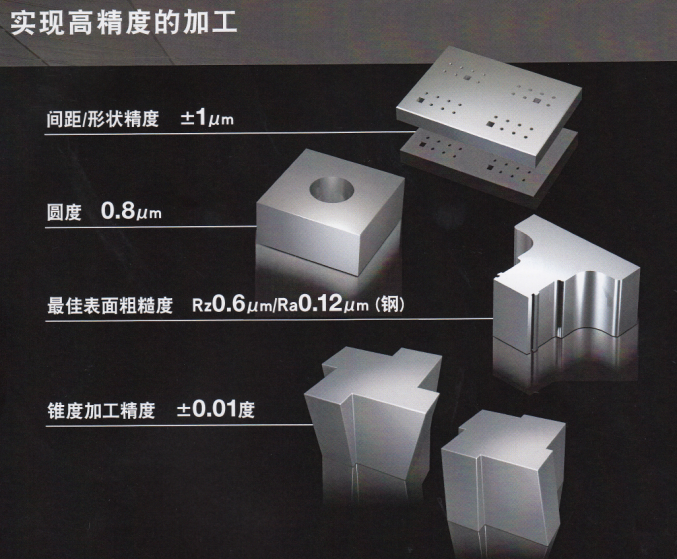
磨削加工采用的机床有三种主要类型:平面磨床、内外圆磨床及工具成型磨削机床。精加工磨削时要严格控制磨削变形和磨削裂纹的出现,哪怕是工件表面的显微裂纹,否则在后续的工作中也会渐渐显露出来。因此,精密磨削时的进刀量要小,磨削中冷却要充分,尽量选择冷却液介质,加工余量在0.01mm内的零件要尽量恒温磨削。磨削工件时一定要谨慎选择磨削砂轮:针对模具钢材的高钨、高钒、高钼、高合金状况,工件硬度高的特点,可选用PA铬钢和GC绿碳化硅砂轮;当加工硬质合金、淬火硬度高的材质时,优先采用有机粘结剂的金刚石砂轮,有机粘结剂砂轮自磨利性好,磨出的工件精度在IT5以上,粗糙度可达Ra=0.16μm的要求。随着新材料的应用,近年CBN立方氮化硼砂轮的应用,显示出了良好的加工效果,在数控成型磨、坐标磨床、CNC内外圆磨床上精加工,效果甚至优于其它种类砂轮。磨削加工中要及时修整砂轮,保持砂轮的锐利,当砂轮钝化后会在工件表面滑擦、刻划、挤压,造成工件表面烧伤、显微裂痕或产生沟槽,对以后的使用显著地降低效用。 盘类、板类零件的加工大部分采用平面磨床加工,加工长而薄的薄板件时,有一定的加工难度。加工前在磨床磁力台的强力吸引下,工件原先存在某种弯曲产生平直形变,贴紧于工作台表面,待磨削后,工件又在原应力作用下变形回复,测量板件厚度时显示一致,但由于变形回复,平面度达不到模具零件应该的要求,解决的方法是磨削前以等高垫铁垫在工件下面,四周用挡块挡住工件防止走动,磨削时磨头进刀量要小,用多次走刀方式完成第一个基准平面,第一个基准平面加工好一面后,可用这一基准平面吸附在磁力台上,通过如上所述的磨削方法可改善大部分工件平面度,如通过一次磨削过程达不到理想的平面度效果,可以再一次重复上面过程。

深圳市和品五金机械有限公司为三菱电机指定一级代理商,专业代理销售三菱电机数控线切割放电加工机,数控电火花成型加工机,二氧化碳激光切割机。公司秉承着“专业服务,客户至上,合作共赢”的经营原则,在全国各地区赢得了广大新老客户的肯定和信任。不仅提供专业的销售和技术服务,也为客户提供采购策划,资金预算,国内外融资等全方位一条龙服务。同时本公司有幸得到了三菱电机在销售和服务上的全力支持,希望能与各大新老客户携手并进,共同开创更加灿烂的明天!销售维修服务热线:赖经理-134 234 24034
- 上一篇:新品来袭 | 【三菱电机】携手【和品机械】助阵DMP2018 2018/11/29
- 下一篇: 第十五届东莞国际模具,金属加工,橡塑胶及包装展 2013/10/26
